
そもそも画像検査とは
画像検査(正確には画像処理検査)は、カメラで取り込んだ画像を検査(分析)して、位置座標、有無、OK/NGなどの結果情報を引き出す方法です。これはこれまで人間の目で行っていた「目視検査」に代替するものとして広く利用されています。
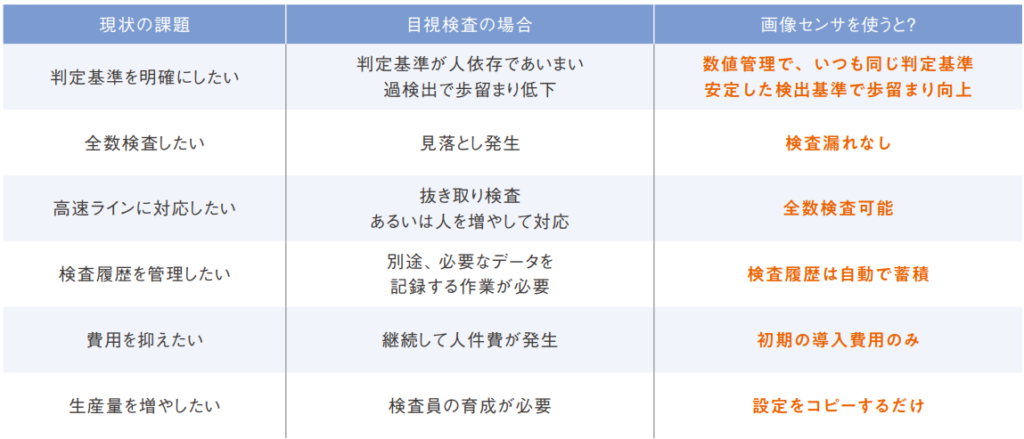
目視検査では人によって判定基準があいまいで、ある人はNGとして判定するものが、他の人はOKとして判定するケースがあります。また、人による検査では、どうしても欠陥の見逃しが発生します。
それに対して、画像センサは各種欠陥をすべて数値で管理するので、検査基準がバラつくこともなく、過検出による歩留まりの低下や、検査項目の見落としによる不良品流出を防ぎます。
以下に、画像センサを使用する代表的なメリットを紹介します。
現在、目視検査を実施/検討していて、これらの内容で困っていれば、画像センサを使うことで解決できるかもしれません
【定番4選】画像検査システムの主な用途
有無検査

個数のカウントや正しく製品が入っているか
正常な状態か検査を行う
寸法測定
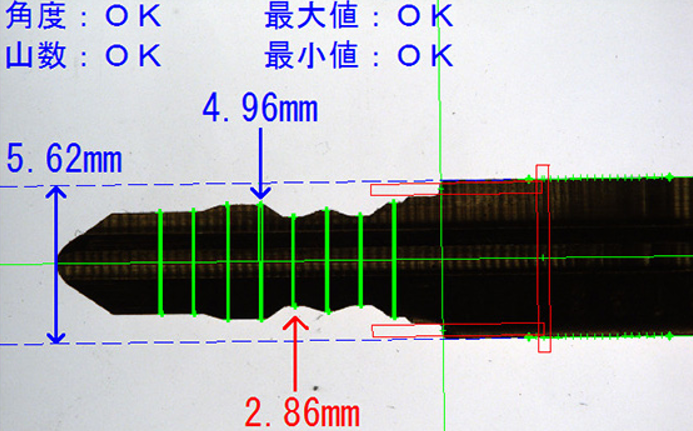
製品の寸法が公差内に収まっているか
画像から寸法を測定し検査を行う
外観検査
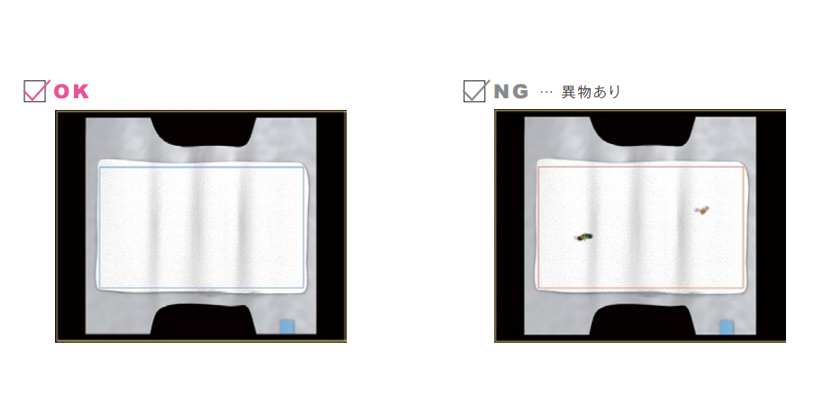
製品に異物や傷など異常がないかチェックを行う
位置検出

カメラで製品の位置を検出して
ロボットがピッキング
画像検査が効果的な例
- 生産スピードに検査が追いつかず、抜き取りで目視検査にしている
- 生産数が多く、全数検査をしても不良品の流出を完全に防止できない
- 欠陥箇所が小さく、目視検査でチェックできない
- ノギスやマイクロメータで寸法を測定しているが、人により測定精度がバラつく
- 装置に部材を自動投入できるようにしたい
 テッド
テッド工場のいろんな場面があてはまりそうだね!
 トミー
トミー人によるバラつきがなくなるのも大きなメリットですね
一般的なシステム構成例
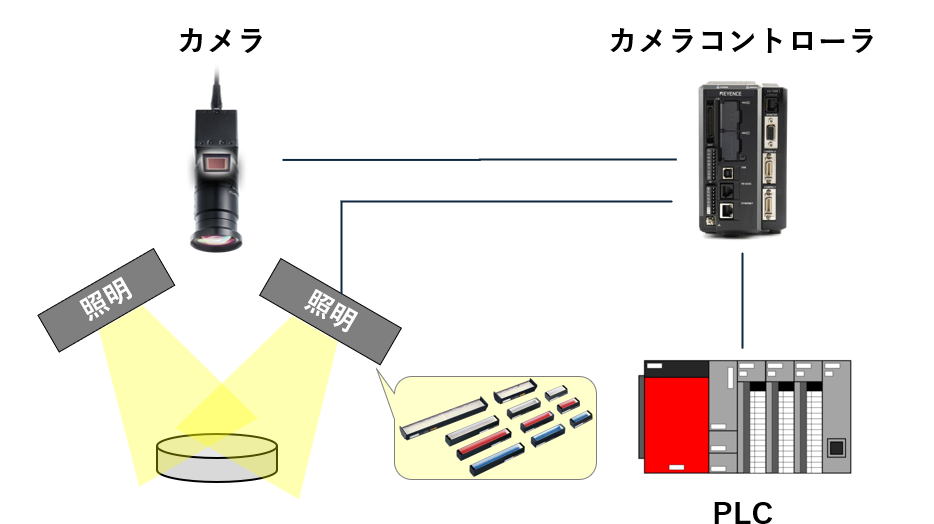
- カメラ
-
FA用カメラの選択には、撮影対象の形状、求められる画像の条件、インターフェースなど、多くの要因を考慮する必要があります。下記のように多数の種類の中から目的に適したものを選定します。
- モノクロカメラ or カラーカメラ
- エリアカメラ or ラインカメラ
- 2次元カメラ or 3次元カメラ
- 適切な画像数の選定
- レンズの種類
- フィルターの種類
- 照明
-
FAカメラに使用される照明の種類は多岐にわたり、検査対象や目的に応じて選択されます。主な照明の種類としては以下のようなものがあります
- リング型照明 : 発光面をリング状に配置した照明で、基板検査やラベル検査に適しています。
- ドーム型照明 : 上方の全方向から均一な光を当てることができ、表面検査に適しています。
- バー型照明 : 長尺なワークを均一に照射でき、異物検査やシート検査に適しています。
- バックライト型照明: ワークの裏側から光を当てて、シルエットを写しだすことで、寸法検査などに適しています。
- 同軸落射型照明: カメラと同じ方向から光を均一に当てる方式で、ラベル検査や文字検査に適しています
- カメラコントローラ
-
FA用カメラコントローラは、工場の自動化システムにおいて、画像処理カメラを制御するための重要なデバイスです。
カメラからの画像データを受け取り、必要に応じて画像処理を行い、検査結果を出力する役割を担います。
画像処理プログラムで実行されるアルゴリズムは以下のようなものがあります。- 画像補正 : 画像の色調やコントラストを調整し、視覚的な品質を向上させる処理です。ヒストグラム変換などの方法が用いられます。
- 画像変換 : 色空間の変換やモノクロ画像への変換、サイズ変更、回転など、画像の外観や表現を変更するプロセスです。
- 画像加工 : フィルター適用、エフェクト追加、テキスト挿入、モザイク処理など、画像に対してあらゆる変更や修正を行います。
- 画像特徴抽出: 画像内の特徴や情報を抽出する手法で、重心や面積、円形度、主軸角度などの視覚的特徴を計測します。
- 画像認識 : コンピュータが画像内のパターンや対象物を自動的に識別する技術で、機械学習やディープラーニングが用いられます。
- 3D処理 : 3次元画像の処理を行い、立体視や深度情報を利用して画像に立体感や奥行きを付加する技術です。
テッドどうやって選べばいいのかわからないよ….
トミーメーカやSIerに相談するとよいですよ
導入をアシストしてくれるコンサルタントはメーカ毎の比較をしてくれて便利ですよ